標 準 供 給
Calibration Services |
|
当グループでは幾何学量に関する計量標準を供給しています。
校正サービスのお問い合わせ・お申し込みは、計量標準総合センターの校正・依頼試験のページをご覧ください。
標準供給品目
| 角度(ロータリエンコーダ・オートコリメータ・多面鏡) |
角度校正装置は、角度の自己校正法の一つである等分割平均法を用いて外部のロータリエンコーダを校正します。数10万点の角度目盛りを
0.01″の不確かさで校正することが可能です。また、角度校正装置は自体の内部ロータリエンコーダをこの等分割平均法で校正することで、
高精度な回転テーブルとして用いることが可能で、テーブル上面に多面鏡(ポリゴン鏡)を置き、面の向きをオートコリメータで検出することで、
0.09″の不確かさで多面鏡(ポリゴン鏡)の校正も行うことが可能です。さらに角度校正装置は、超高精度な角度割り出し機能を持っています。
これは等分割平均法とは異なり角度が360°の閉じた系であることを利用した原理です(ちょっと難しいので説明は省略します)。
この機能は0.001″の不確かさですが、オートコリメータの校正では0.01″で運用しています。
■ロータリエンコーダ
■オートコリメータ
■多面鏡

CMMによる幾何形状測定 (ステップゲージ・ボールバー・ボールプレート ・ホールプレート・歯形・歯すじ・ピッチ
)
|
■ステップゲージ
ステップゲージは座標測定機の検査や校正に使用される1次元長さ標準器の一つです。
ステップゲージの端面間距離(単一方向及び双方向)を4パスレーザ干渉計によって校正します。
| 測定範囲 |
1020 mm 以下 |
| 器物の条件 |
弊所保有の4パスレーザ干渉計システムで測定可能な器物断面であること(詳細寸法はお問い合わせください)。 |
| 測定不確かさ |
拡張不確かさQ[0.17 µm, 0.48×10−6
L] µm |
■ボールバー
ボールバーは座標測定機の検査や校正に使用される1次元長さ標準器の一つです。
ボールバーの球中心間距離をレーザ干渉計もしくは参照標準との比較測定によって校正します。
| 測定範囲 |
720 mm 以下(レーザ干渉計の場合)
1020 mm 以下(参照標準との比較測定の場合) |
| 器物の条件 |
光学式座標測定システムの検査や校正に使用される,拡散表面を持つ球からなるボールバーを除きます。
レーザ干渉計を使用する校正の場合、弊所保有の1パスレーザ干渉計システムで測定可能な球の直径であること(詳細寸法はお問い合わせください)。 |
| 測定不確かさ |
拡張不確かさQ[0.26 µm, 0.34×10−6 L] µm(レーザ干渉計の場合)
拡張不確かさQ[0.32 µm, 0.68×10−6 L] µm(参照標準との比較測定の場合) |
■ボールプレート
ボールプレートは座標測定機の検査や校正に使用され2次元座標標準器の一つです。
ボールプレートの球中心座標を座標測定機とレーザ干渉計もしくは参照標準との比較測定によって校正します。
| 測定範囲 |
560 mm 以下(レーザ干渉計の場合)
700 mm 以下(参照標準との比較測定の場合)
|
| 器物の条件 |
レーザ干渉計を使用する校正の場合、弊所保有の1パスレーザ干渉計システムで測定可能な球の直径であること(詳細寸法はお問い合わせください)。 |
| 測定不確かさ |
拡張不確かさQ[0.24 µm, 0.56×10−6 L] µm(レーザ干渉計の場合)
拡張不確かさQ[0.36 µm, 0.48×10−6 L] µm(参照標準との比較測定の場合) |
■ホールプレート
ホールプレートは座標測定機の検査や校正に使用され2次元座標標準器の一つです。
ホールプレートの円筒穴中心座標を座標測定機とレーザ干渉計もしくは参照標準との比較測定によって校正します。
| 測定範囲 |
560 mm 以下(レーザ干渉計の場合)
700 mm 以下(参照標準との比較測定の場合)
|
| 器物の条件 |
レーザ干渉計を使用する校正の場合、弊所保有の1パスレーザ干渉計システムで測定可能なホールプレートの板厚であること(詳細寸法はお問い合わせください)。 |
| 測定不確かさ |
拡張不確かさQ[0.48 µm, 0.88×10−6 L] µm(レーザ干渉計の場合)
拡張不確かさQ[0.72 µm, 1.4×10−6 L] µm(参照標準との比較測定の場合) |
■歯形
円筒歯車もしくは歯形基準器の歯形誤差を座標測定機によって校正します。
歯形誤差の定義は「JIS B 1702-1:2016 円筒歯車 – 精度等級 -- 第1部:歯車の歯面に関する誤差」の定義によります。
| 測定範囲 |
基礎円直径 25 mm 以上 200 mm
以下。
|
| 器物の条件 |
プラスチック製歯車は校正できません。 |
| 測定不確かさ |
拡張不確かさ 0.52 µm(全歯形誤差)
拡張不確かさ 0.52 µm(歯形形状誤差)
拡張不確かさ 0.52 µm(歯形勾配誤差) |
■歯すじ
円筒歯車もしくは歯すじ基準器の歯すじ誤差を座標測定機によって校正します。
歯すじ誤差の定義は「JIS B 1702-1:2016 円筒歯車 – 精度等級 -- 第1部:歯車の歯面に関する誤差」の定義によります。
| 測定範囲 |
基準円直径 25 mm 以上 200 mm
以下。
|
| 器物の条件 |
プラスチック製歯車は校正できません。 |
| 測定不確かさ |
拡張不確かさ 1.3 µm(全歯すじ誤差)
拡張不確かさ 1.3 µm(歯すじ形状誤差)
拡張不確かさ 1.3 µm(歯すじ傾斜誤差) |
■ピッチ
円筒歯車もしくは歯車ピッチ基準器のピッチ誤差を座標測定機によって校正します。
ピッチ誤差の定義は「JIS B 1702-1:2016 円筒歯車 – 精度等級 -- 第1部:歯車の歯面に関する誤差」の定義によります。
| 測定範囲 |
基準円直径 60 mm 以上 300 mm 以下。
|
| 器物の条件 |
プラスチック製歯車は校正できません。 |
| 測定不確かさ |
拡張不確かさ 0.22 µm(単一ピッチ誤差)
拡張不確かさ 0.78 µm(累積ピッチ誤差) |
本サービスでは当グループ所有の計測用X線CT装置を用いて参照標準器との比較測定を行うことでトレーサブルな測定結果を提供します。
校正対象は、X線CT装置の性能評価に用いられる基準器の幾何学量で、従来は接触式座標測定機で校正されていたものです。
本サービスでは、接触式の座標測定機で校正された使用する参照標準器を使用することでSIトレーサブルな校正を実現します。
ただし、比較測定法の原理によって校正可能な器物は参照標準器に相似な形体・サイズのものに限定されています。
また、X線CT測定によるため、材質についてX線透過特性の面でも制限があります。
ご相談ごとに既存な基準器との相似性及び測定可能性を検討し、受け入れの可否を判断します。
| 校正範囲 |
10 mm 以上 200 mm以下 |
| 校正原理 |
X線CTを用いた比較測定 |
画像測定機の校正・検査の基準器は、通常、標準尺を使用します。しかし、標準尺は一次元寸法のみ校正されています。画像測定機は、
一次元の長さだけでなく、二次元の座標を測定するため、例えばX軸がY方向にブレて動くような誤差を拾ってしまいます。標準尺では、
このような誤差を評価することはできませんでした。そこで、ガラスマスクに二次元状に目盛を配置した二次元グリッドプレートの使用が
進んでいます。
当グループでは、二次元グリッドプレート上のマーク間距離だけでなく、マークのXY座標を校正するサービスを提供しています。校正装置は、
画像測定機にレーザ干渉計を搭載した、SIトレーサブルな校正装置となっており、X軸、Y軸の長さを正しく測定するとともに、二次元座標を
測定し、座標校正値を報告しています。高精度化のため、マルチステップ法により測定機の誤差と測定対象の誤差を分離して、小さな不確かさを
実現しています。
| 測定範囲 |
マーク中心座標
350 mm×350 mmまで |
| 測定不確かさ |
 µm (L in m) µm (L in m) |
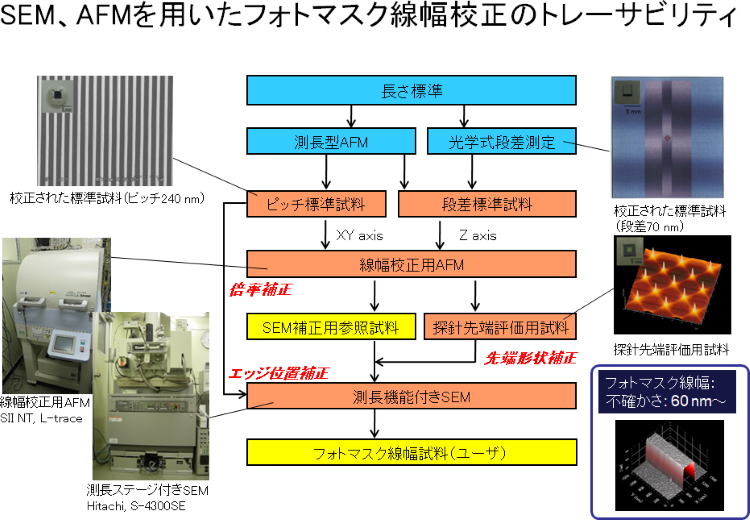
弊所では汎用の原子間力顕微鏡(AFM)と走査電子顕微鏡(SEM)を用いたフォトマスク線幅標準片への値付けサービス(依頼校正)をおこなっています。
校正対象のフォトマスクは、高品質なエッジ形状を有するパターンであることが重要となります。線幅パターンの側壁が垂直に切り立っており、
エッジラフネスが小さなパターンであると、不確かさが小さく値付けできます。線幅の定義ですが、パターン表面から10%下がった位置を
エッジ位置として、その左右のエッジ位置の間の距離としています。AFMを用いて形状としてエッジ位置を測定して、そのエッジ位置を
線幅バイアスとして補正したSEMを用いて、高スループットに値付けするシステムとなります。電子線照射によるチャージアップによる影響を
抑えるため、線幅パターンは電気的にグランドに落ちるレイアウトのものが望ましいです。
| 測定範囲 |
呼び値0.5 µm~10 µm |
| 測定不確かさ |
~60 nm
AFMのみで値付けする場合は、不確かさを半減することができ、技術コンサル制度による測定レポートで対応可能です。 |
円形状がどれだけ理論的な真円に近いかを表す数値が真円度です。自動車部品のシャフト、機械の回転軸など、世の中には多くの円筒形状が
存在しており、その形状ができるだけ真円に近いことが求められます。
当グループでは、真円度測定機を使用して、真円度測定の基準器となる球(または半球)の真円度を校正しています。真円度測定の原理としては、
真円度測定機で精密に回転させた球の表面を、長さ表示値を校正した接触式プローブで接触して、球表面の半径の変化(プロファイル)を測定
します。
こうして測定されたプロファイルには、真円度測定機の回転運動の誤差が含まれており、測定対象がもつ誤差より大きな誤差が測定されて
しまいます。そこで、球を装置に対して等角度ずつ向きをかえてセットして測定を繰り返し、装置の周期的な回転誤差を解析的に取り除く
位相差法(マルチステップ法)を適用して、装置の回転運動誤差を低減しています。
| 測定範囲 |
真円度用球又は半球
直径の呼び寸法:5 mm以上100 mm以下
校正範囲:0 µm以上1 µm以下
|
| 測定不確かさ |
4.0 nm |

|
ご利用条件 個人情報保護 ©Copyright (c) National Metrology Institute of Japan. All rights reserved.