![]()
![]()
国立研究開発法人産業技術総合研究所 計量標準総合センター 工学計測標準研究部門
幾何標準研究グループ
Dimensional Standards Group
| 研究内容 Research Topics |
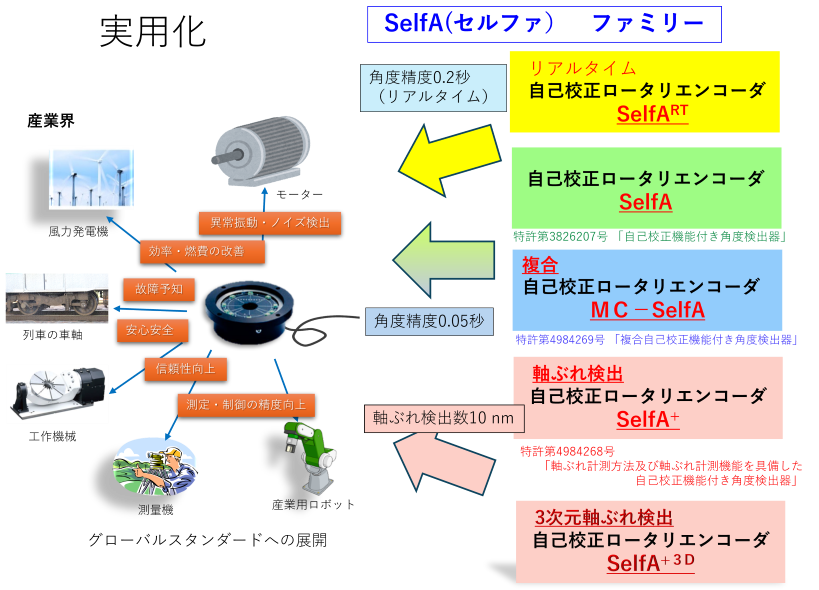
SelfAエンコーダは、自己校正機能を有するロータリエンコーダです。通常のロータリエンコーダの角度信号には、角度目盛誤差や機器の回転軸とエンコーダの回転軸とのずれによる偏心誤差などの角度誤差が含まれています。SelfAエンコーダは、角度目盛盤の周りに複数個のセンサを等角度間隔に配置し、それぞれのセンサから出力される角度信号を等分割平均法という解析方法を用いることで角度誤差を検出し、補正する先進的な角度計測技術です。これにより、外部からの影響や環境の変化に対しても高い耐性を示し、長期間にわたって安定した角度計測を実現します。このため、SelfAエンコーダは、高精度な角度位置決めが必要な産業プロセスや科学研究での正確な角度制御の向上に貢献しています。
さらに、SelfAエンコーダは、軸振れ検出機能もあります。複数個のセンサから出力される角度信号から、角度誤差による影響を取り除いた後の信号を解析することにより、軸振れを検出します。軸振れが許容範囲を超えると、製品の品質低下や部品の摩耗などの問題が生じる可能性があります。軸振れを常時検出することで、機械の異常を早期に検知し、修理やメンテナンスを行うことができます。
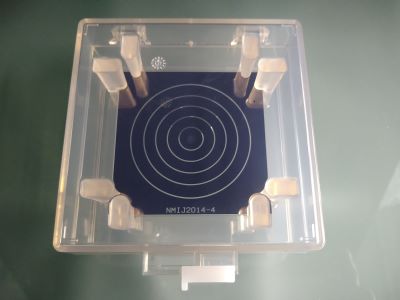
画像CMMによる画像計測については、ISO 10360-7に精度評価方法が定義されており、画像測定精度(プロービング誤差)の評価には、校正された真円度標準器を使用します。真円度標準器としては、ガラスにクロム膜でパターンを描画したフォトマスクパターンが使用されます。当グループでは、このフォトマスク真円度標準器の校正装置を開発しています。
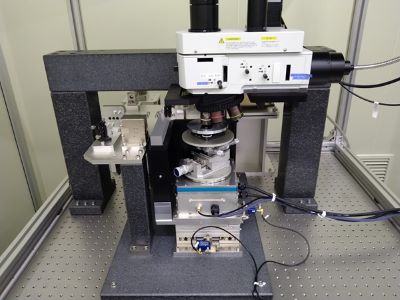
本システムは、回転ステージを用いた計測機構です。この計測システムでは、計測対象となる円形フォトマスクを回転ステージ上に置き、そのエッジを紫外線顕微鏡で観察し、画像中のエッジ位置を計測します。回転ステージの回転角度は、回転ステージに搭載された高精度自己校正ロータリーエンコーダ(SelfA)で計測します。回転ステージの変位を含むシステムの水平軸方向の変位量は、レーザー干渉計で計測します。画像中のエッジ位置とシステムの変位量の合計は、円形フォトマスクのエッジの半径の変化量を示し、これをつなぎ合わせることで真円度を算出できます。システムの変位量は微小であるため、システムの幾何学的誤差は非常に小さいとみなすことができ、高精度な真円度計測が可能になります。
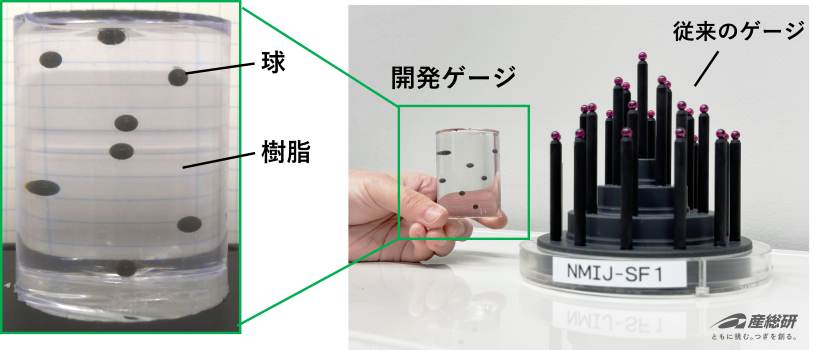
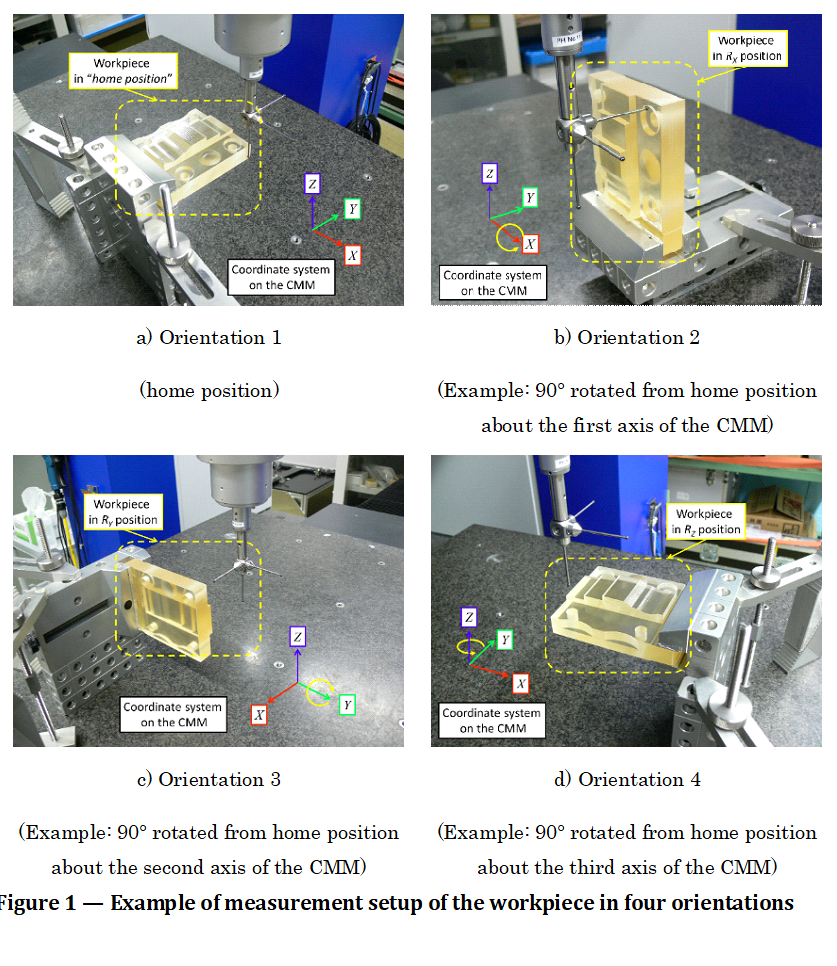
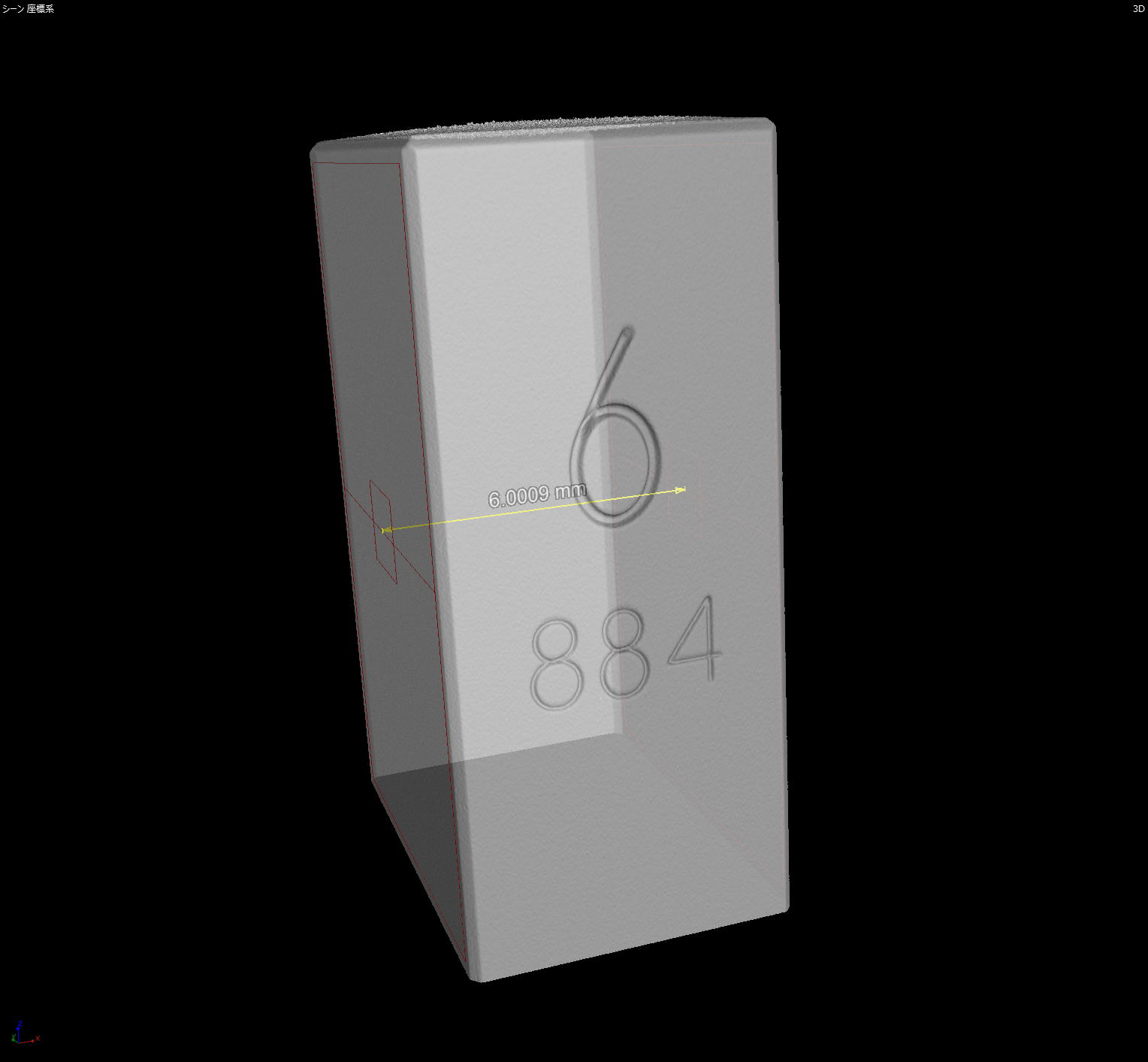
X線CTは自動車や航空機等の産業部品の内外三次元形状を定量的に測定することができ、その測定の信頼性を担保することが重要です。X線CT測定の信頼性は球間の三次元距離等が校正された基準器(ゲージ)をX線CTで測り、その測定値と校正値との差から、測定座標空間がどのくらい歪んでいるか評価することで確かめることができます。従来のゲージは、支持棒に球が固定され、CT像における偽像(アーチファクト)の発生や、球配置の制限等の問題がありました。
そこで、これらの課題を解決するため,円柱状の樹脂の中に球を埋め込んだゲージを新たに開発しました。開発ゲージは,アーチファクトの発生を低減でき、ISOのゲージ要求条件に準拠した球配置が可能です。また、従来のゲージより低コストで取り扱いも簡単なため、X線CT 測定の信頼性評価の負担を軽減できます。
さらに、従来のゲージは測定姿勢によって支持棒がたわみ、球位置にずれが生じるのに対し、開発ゲージは球位置が歪むことなく様々な姿勢で測定することができます。そこで、複数の姿勢で測定し、測定機の幾何誤差を平均化するマルチステップ法をX 線CT 測定に適用することで、球間距離30 mm の開発ゲージに対して3 µmの校正不確かさを実現しました。現在、開発ゲージの校正不確かさの更なる低減を目指し、光学的校正手法を開発中です。
工業製品の形状は,その製品に必要な機能から決定されます。この形状は製品の幾何特性仕様(GPS)に従って定義され、記述されます。設計に対する製品の適合性は、さまざまな測定機によって検証されます。近年では製品の形状がより複雑化したため、座標測定機(CMM)やX線CTなどの三次元測定システムが検査に使用されています。
製品の検査や製造プロセスの能力管理には、製品の測定値だけでなくその不確かさが必要です。CMMを含む三次元測定システムは多くの誤差要因をもつため、その要因をもれなく数え上げて評価することは困難です。
CMMによる測定の不確かさの評価には、参照標準と比較法(ISO 10360-3)が広く適用されています。この方法では、測定対象に似たサイズと形状を持つ校正済みゲージが必要です。複雑な形状の製品評価にこの方法を使用する場合、複雑な形状のゲージの校正を別の方法で行う必要があり、不確かさの推定が困難です。
また、モンテカルロシミュレーションに基づくアプローチもあります(ISO/TS 15530-4)。これはバーチャルCMMとして知られています。バーチャルCMMではCMMの運動学モデルの幾何学的誤差と環境の変動をシミュレートし、仮想測定の結果のばらつきを計算します。この方法は計算モデルの構築に要するコストが高いため、製造現場ではほとんど使用されていません。
当グループでは実験計画法と分散分析(ANOVA)に基づいた、製造現場で実行可能な手順を開発しています。この方法は広く普及している標準(ブロックゲージなどの長さ標準や精密ボール)と表計算ソフトを使用して、検査対象のワークピースの複数の測定結果から測定の不確かさを算出します。この方法は現在、ISO/TS 15530-2 としての国際標準化を進めています。
当研究グループでは、二次元及び三次元の幾何形状計測に関する研究開発を進めている。幾何形状計測はものづくりの現場において、製品検査や品質管理に重要な技術であり、測定のニーズは日々多様化している現状である。従来は、プローブを接触させて測定する接触式の三次元測定機(CMM)が計測に用いられてきたが、近年は、内部測定が可能、1測定で対象物全体をデジタルデータ化可能、といった特徴を持つX線Computed Tomography (CT)の使用が増加している。
X線CTは、他の三次元測定方式と同じように機械的誤差を持つのに加えて、X線を用いることによる特有の誤差要因を持つ。本研究グループではこれらの誤差要因の定量的評価及び補正による測定精度向上について研究を行っている。近年注力しているのは、レーザトラッカを用いたX線CT装置の機械精度評価、分散分析を用いたX線CT測定結果の不確かさ評価である。これらの研究成果により、高精度かつトレーサブルな測定が可能になった。
さらには、測定のトレーサビリティ確保のために用いる基準器の開発にも取り組んでおり、その研究成果は国際・国内標準の策定にも活用されている。
主な測定対象:プラスチック,軽金属
主な対象寸法:~300 mm
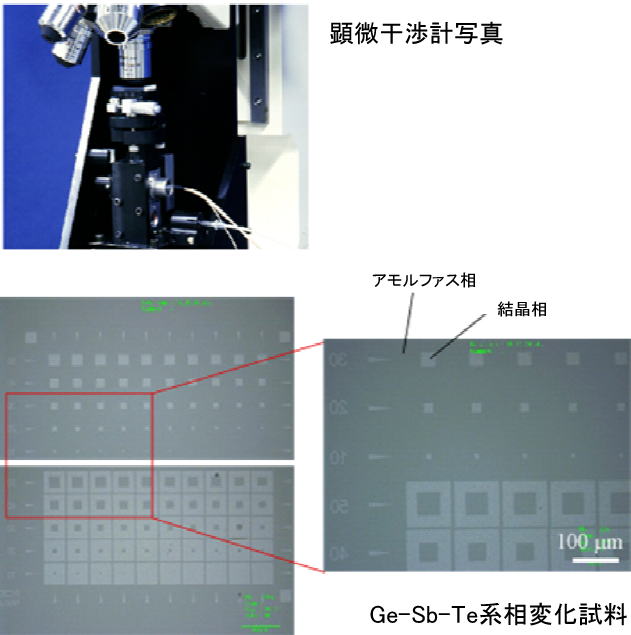
顕微鏡の高さ方向の校正用に段差標準片は広く使用されていますが、弊所では顕微干渉計による精密測定技術を開発して値付けサービスに展開してきました。通常の段差標準片は、石英ガラスやシリコン片などの平らな基板の表面に、エッチングによってパターンが刻まれており、(金属クロムがその表面にコートされている場合もありますが)構造として段差の上面と下面は同じ材質で出来ています。光を用いる顕微干渉計では、段差上面と下面が異なる材料からなると、測定される表面形状にはその光学特性の違いが見かけの段差として重なって見えてきてしまいます。
フォトマスクは半導体の回路図が書かれている原板として多く使われていますが、これは石英ガラス基板上の金属クロムパターンから形成されており、異なる材料からなる段差パターンと言えます。フォトマスクの品質管理のためには、この段差(膜厚)がひとつの測定項目となりますが、原子間力顕微鏡(AFM)を新たなツールとして加えることで、表面形状と異種材料による見かけの段差を分離して評価する方法を開発してきました。
現在、その発展研究として材料組成は同じであるが、材料の相状態(結晶と非晶質)の違いによって誘起される見かけの段差(光反射の位相変化)について着目し、研究をおこなっています。
|
ご利用条件 個人情報保護 ©Copyright (c) National Metrology Institute of Japan. All rights reserved.