少量での樹脂サンプル試験片の各種強度物性評価
事例No.
AC-0007
概要
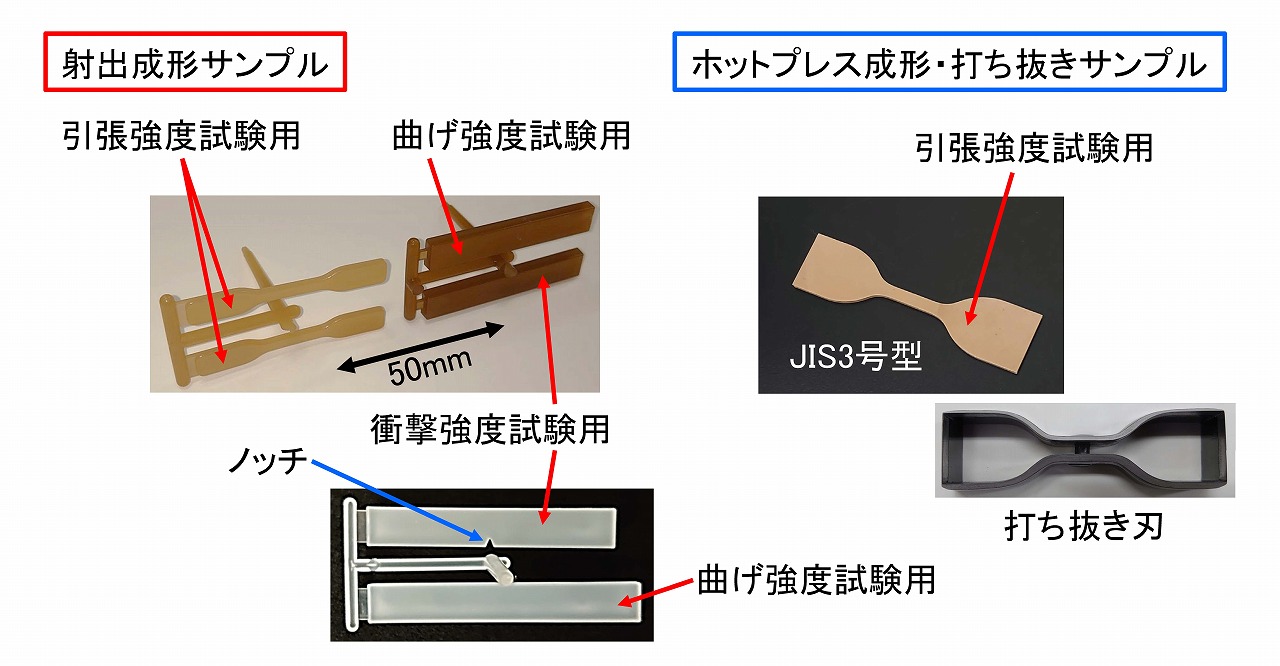
実機と同等機構の小型射出成形機を用いて100g程度の樹脂サンプルでダンベル・短冊試験片を作製し、引張試験、曲げ試験、衝撃試験を実施。
お困りごと・要望
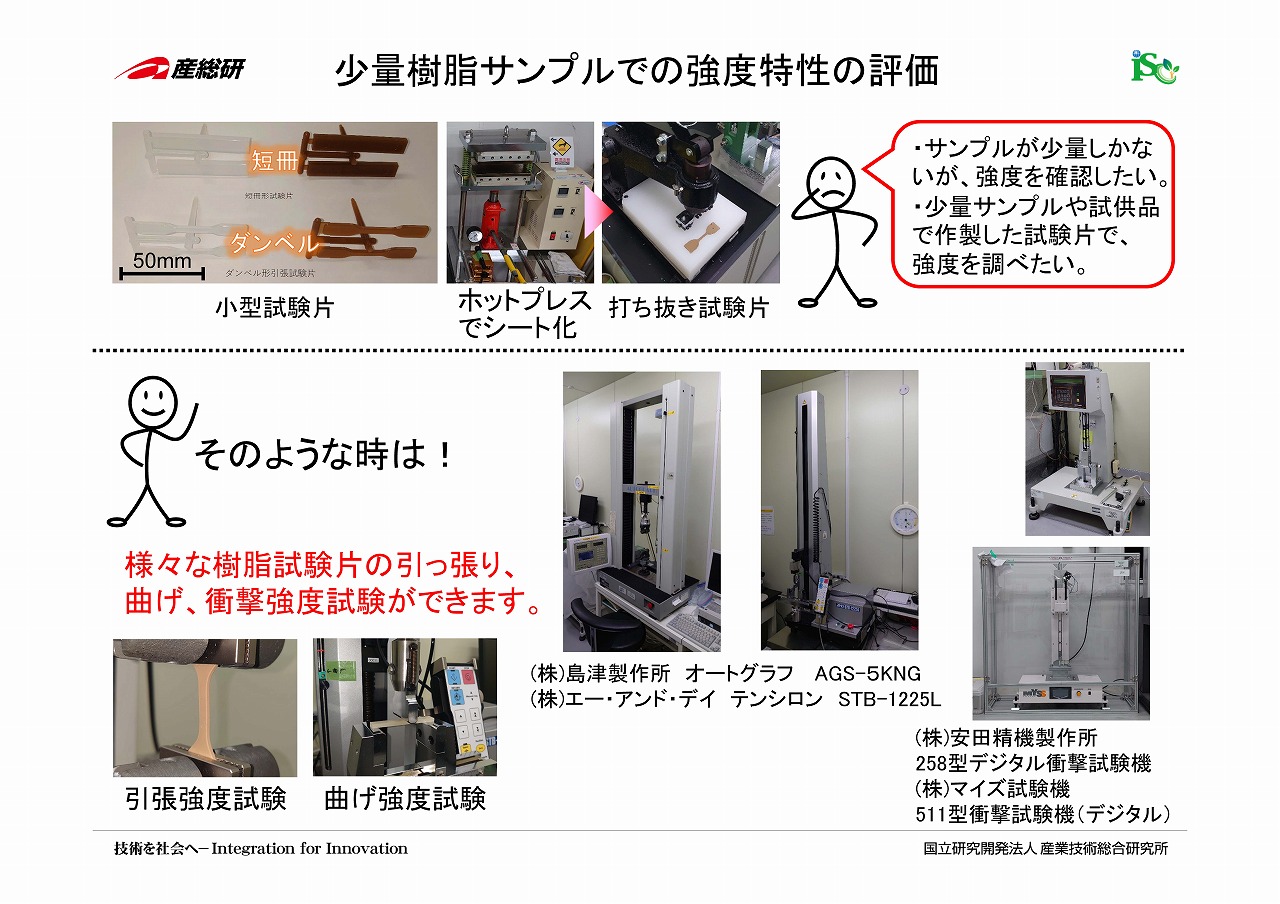
少量樹脂サンプルの強度特性を評価したい。
事例提供機関
サンプル
・試験片
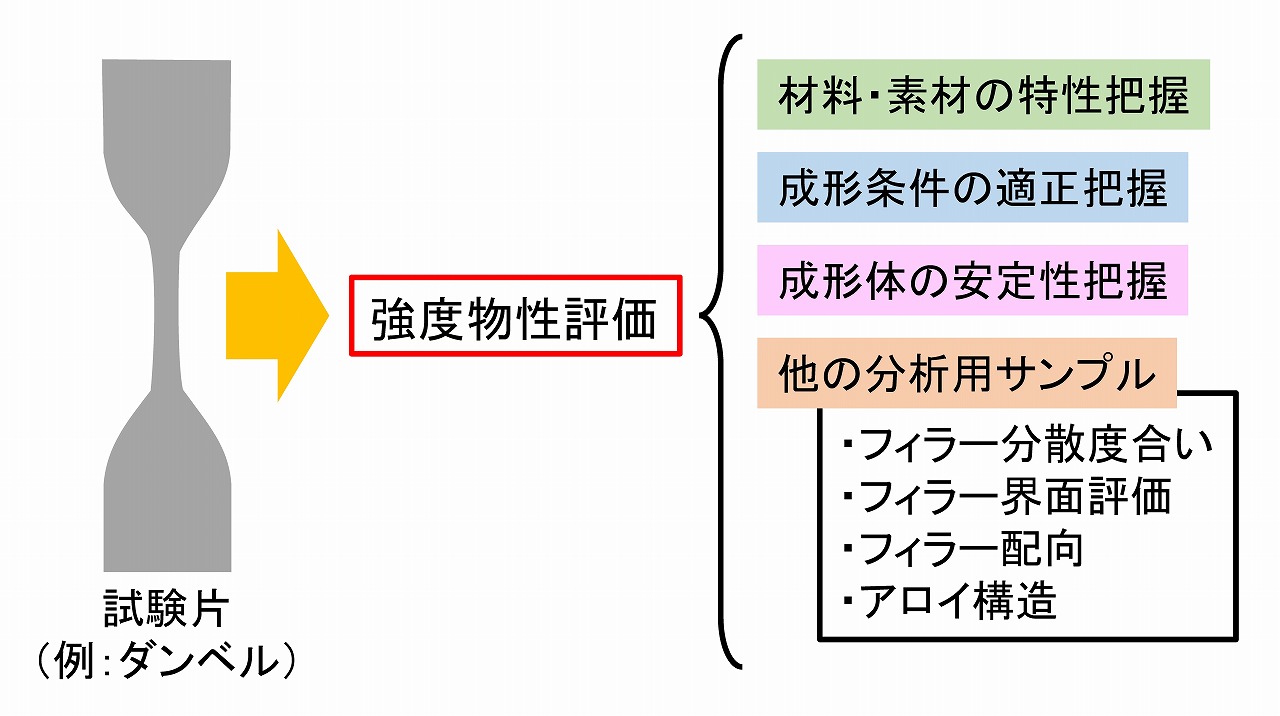
・強度特性評価から得られる情報
分析方法
ホットプレス成形-ダンベル打ち抜きや射出成形で作製した試験片は、成形直後は、成形時のひずみ等が残存しているため、数日間、温度・湿度が一定の実験室(恒温恒湿室)に静置した後に、強度物性試験を実施する。引張強度試験では、試験片をチャック(固定治具)に取り付ける際に、垂直になるように注意する。また、取り付け位置も試験片の間で違いが無いように注意する。チャック間の距離は、試験片サイズにより最適な値がある。引張強度試験や曲げ強度試験では、試験速度(クロスヘッド速度/ロードセルに取り付けたチャック等治具の移動速度)により、得られる値が変化する。強度試験では、試験片の幅・厚さを試験後毎に精密ノギス等で計測して測定装置に入力する。強度物性は、試験片の断面積で規格化されて算出される。
分析結果
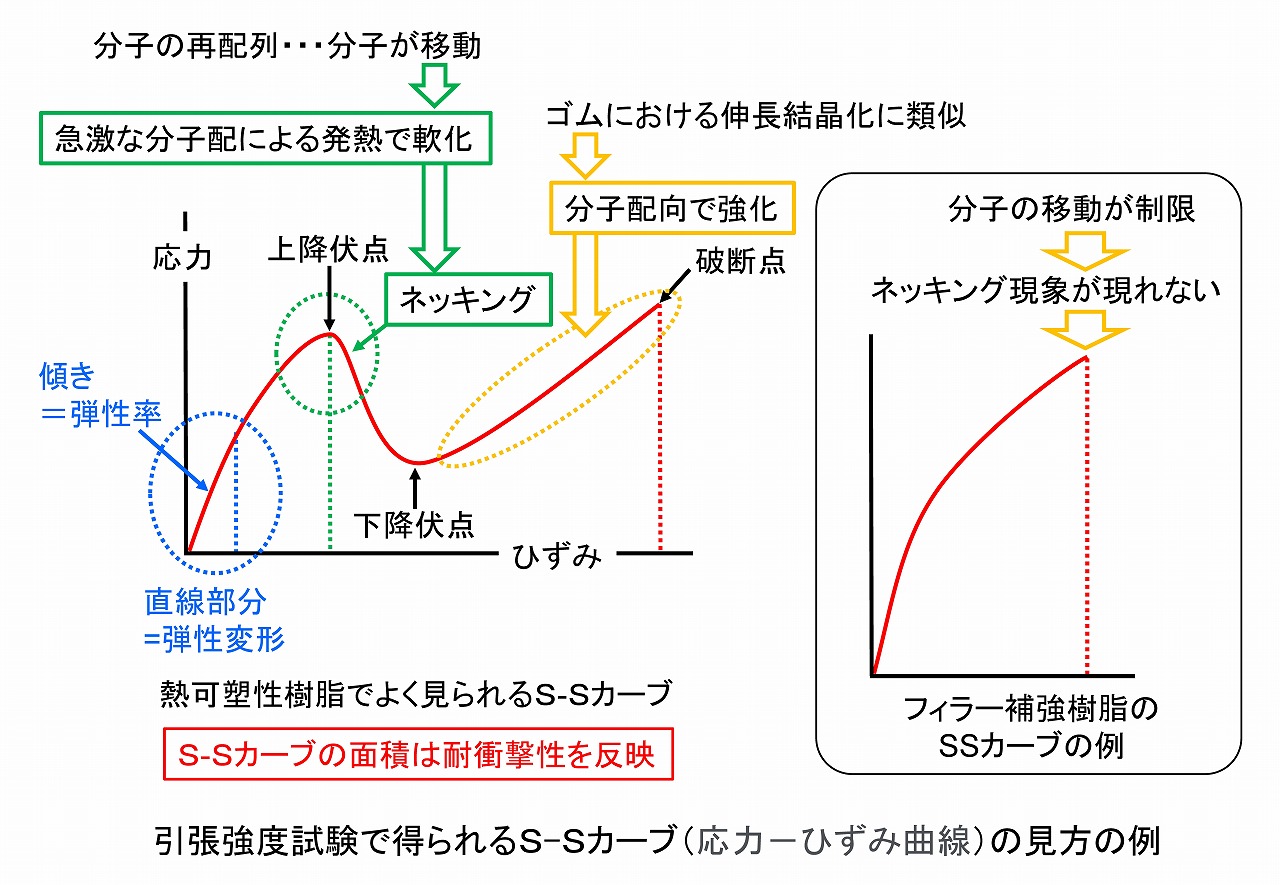
ホットプレス成形(手動)-ダンベル打ち抜きで作製した試験片の引張強度試験結果は、成形条件(成形した担当者)により結果がバラつく場合がある。射出成形は、条件を設定すれば、人的要因でのバラツキは低減できる。しかし、溶融させる温度(可塑化部は、幾つかのユニットに分かれており、それぞれの温度)を最適化する必要がある。また、射出圧力や射出後の保持時間等を適切に設定しないと、金型に完全に樹脂が流れ込まなかったり、目的部分以外にも樹脂が流れ込んでバリが発生する場合がある。樹脂の熱流動性が低い場合等では、金型を加温する必要もある。射出成形条件が最適化されていない場合は、得られた試験片の強度物性も安定化しない。強度試験結果では、弾性率や降伏点強度、破断点強度などの値を得ることができるが、測定時のS-Sカーブ(応力-ひずみ曲線)の形状についても考察することで、様々な情報を得ることができる。
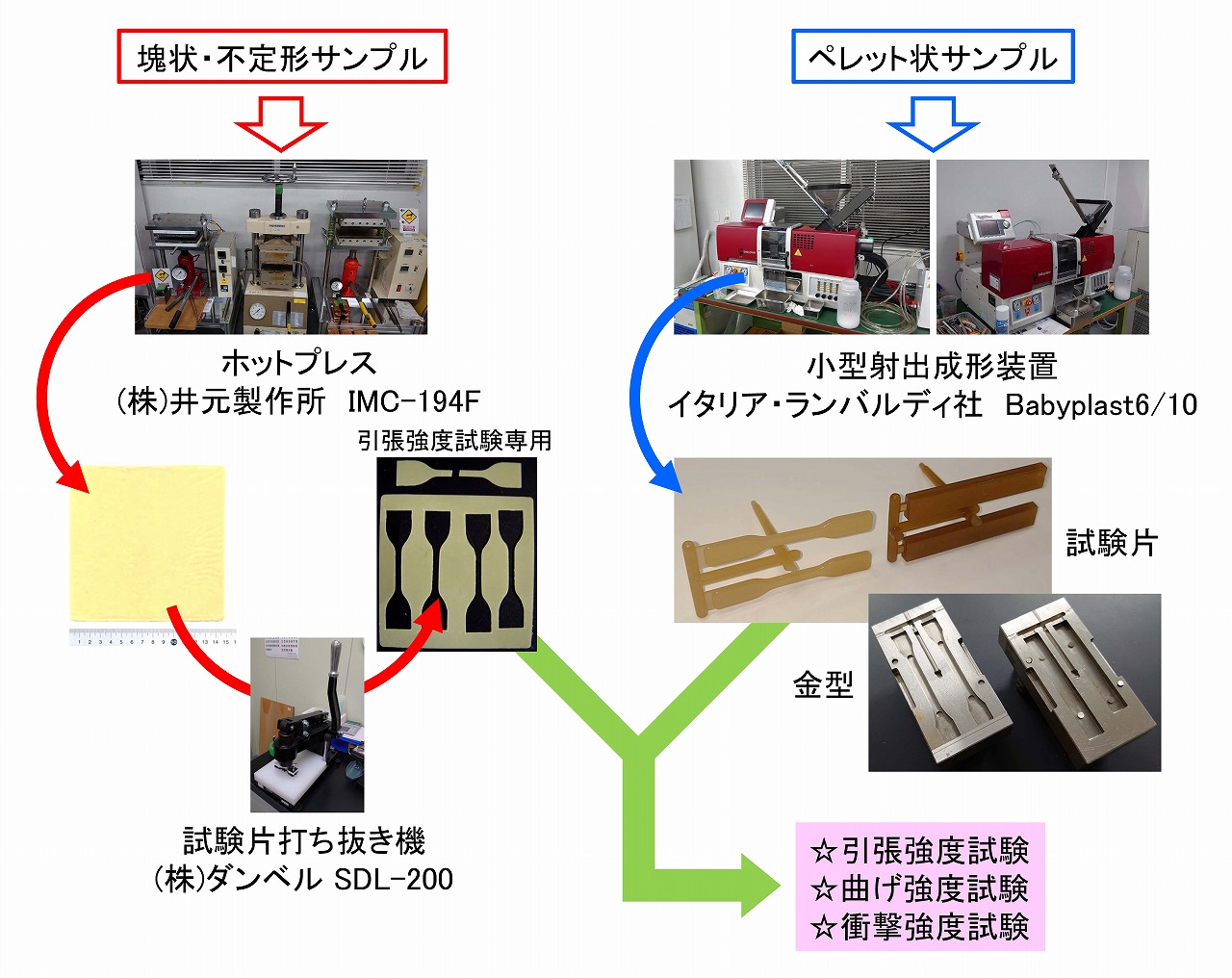
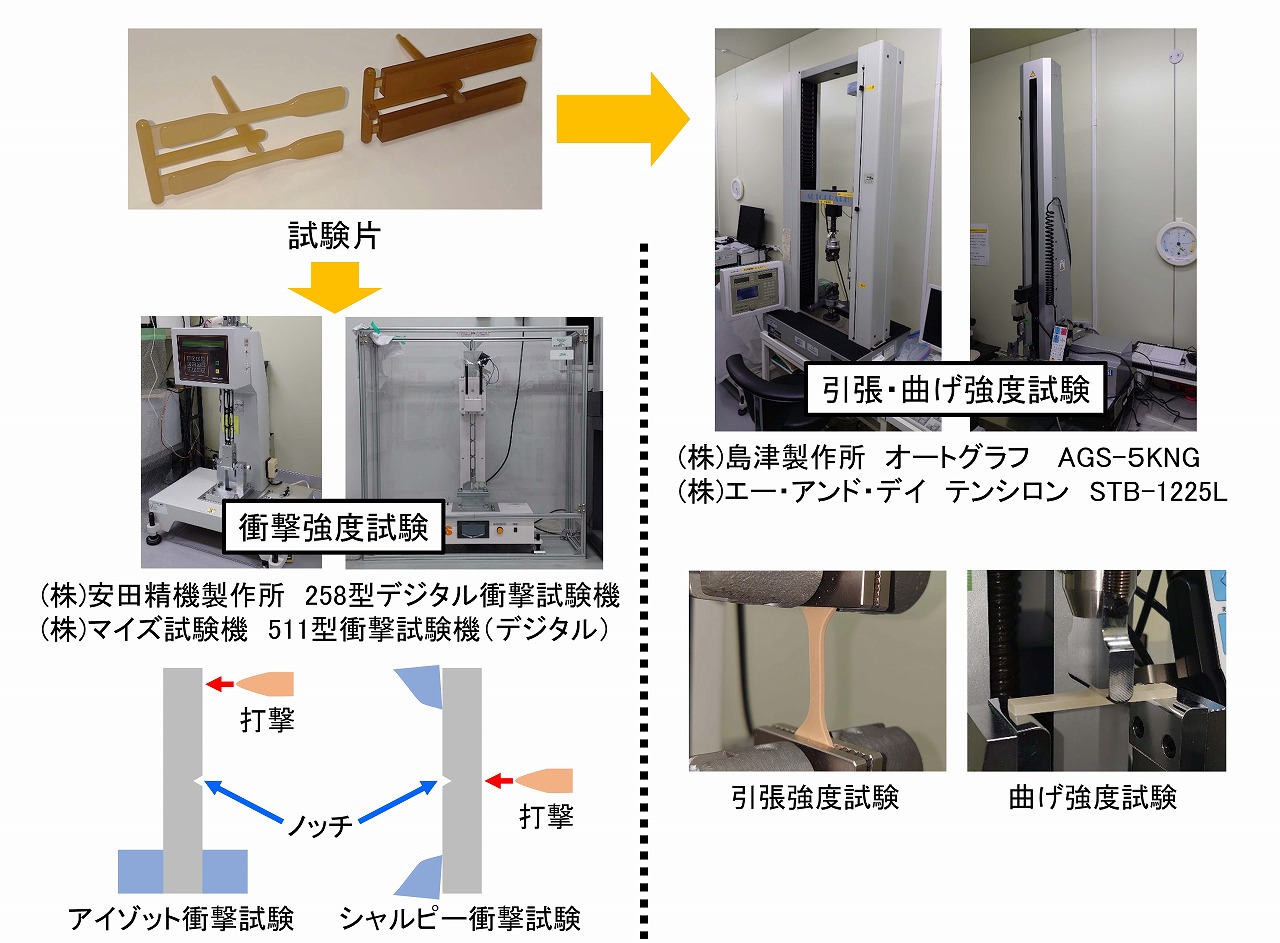
関連装置
コメント
ホットプルス成形は、操作が簡便ではあるが、得られた成形体(ダンベル)の強度物性の再現性が低い場合がある。再現性を向上させるためには、自動ホットプレス(温度、昇温、圧力、保持時間等を数値で指定することができる)を用いる必要がある。しかし、プレスのシーケンス(プログラム)は手動よりも長時間を要する場合が多く、スクリーニング的に実施するには、適さない場合がある。射出成形では、再現性は高くなるが、金型は高価であり、原料サンプルの熱流動性(メルトインデックス/メルトフローレート)が、低い場合(1g/10min程度以下)は、射出成形そのものが困難となる。その場合は、ホットプルスで成形する必要がある。
適用可能な材料
各種樹脂、各種複合材料、再生樹脂